


1.铝合金激光自熔焊接
激光自熔焊接是指以高能量密度激光束为热源,冲击到母材表面,使母材自身熔化,形成焊接接头的焊接方式。对于铝合金激光焊接来说,铝合金表面对激光的反射率高,焊接时需要较大的激光功率;激光光斑直径小,对焊接工装的精度要求高,对零件间隙容忍值低,通常要求零件间隙值在0.2mm 以下;焊接过程中加热和冷却速度快,焊接气孔缺陷多,激光能量密度集中,匙孔效应易导致焊缝下凹和咬边的现象,因此,对焊接工艺参数有较高的要求。激光自熔焊接在铝合金焊接中体现出了焊接质量好、焊接速度快及易于自动化等优势,在汽车行业中应用广泛。在电动汽车行业中,动力电池壳体的密封主要采用的是铝合金激光自熔焊接。国内某新能源汽车企业的铝车身中,门总成及侧围结构件的焊接也采用的是铝合金激光自熔焊接。

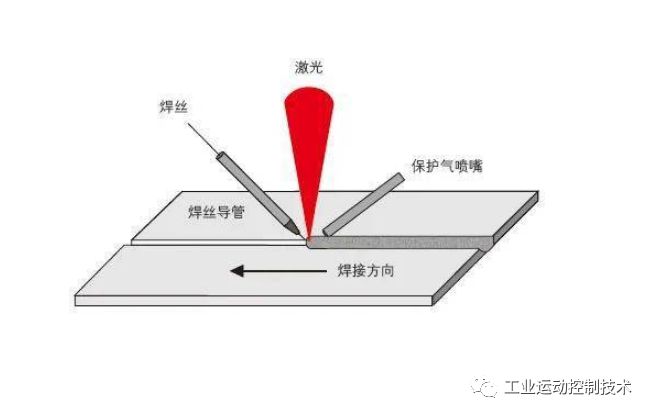
2.铝合金激光填丝焊接
激光填丝焊接中激光仍然作为主要热源来熔化被焊金属,但利用自动送丝装置向熔池内不断送入填充金属来实现冶金连接的过程。与激光自熔焊接相比,激光填丝焊接放宽了对焊接工艺间隙精度的要求,通过填充不同成分的焊丝,改善焊缝的冶金性能,防止产生焊接热裂纹和气孔,提高了焊接过程的稳定性和接头力学性能。
铝合金激光填丝焊接具有外观质量好、工艺间隙精度较激光自熔焊接宽松等特点,通常应用在车身外观面,如顶盖与侧围之间,行李箱盖外板上下板之间,也有一些车型为了得到更高的焊接质量而采用激光填丝焊接来焊接铝合金车门。
3.铝合金激光-电弧复合焊
激光一电弧复合焊接是将激光和电弧2种物理性质,能量传输机制截然不同的热源复合在一起,并共同作用于被焊工件,既充分发挥了2种热源各自的优点,又相互弥补了各自的不足。在铝合金激光一电弧复合焊接中,电弧可以引导激光热源,提高铝合金对激光的吸收能力以及焊接过程中的能量利用率,并且焊缝表面成形性比激光自熔焊接好。
此外,电弧的引入能大大降低对焊接工件的装卡精度,同时电弧对激光焊的等离子有稀释作用,可以降低等离子体对激光的屏蔽作用。激光对电弧的稳定起到重要作用,使电弧在高速焊接时能稳定地作用在接头上,可以改善接头焊接质量,提高焊接速度。


脱机激光焊接示教系统
CRT专业提供工业自动化运动控制技术及解决方案!
---(激光)焊接、抛光、切割、直坐标机器人(桁架机械手)、等特种数控设备运动控制系统。