


在最近发表的“增材层制造中粉末扩散的DEM研究”中,作者Yahia M. Fouda和Andrew E. Bayly进行了离散元素方法模拟,以研究使用钛合金(Ti6AlV4)颗粒的增材制造应用。
在讨论诸如电子束熔化(EBM)和选择性激光熔化(SLM)之类的粉末床融合AM技术时,这些技术包括在封闭腔室中的基板上沉积一层薄粉末,为复杂的几何形状提供了潜力和高性能零件-通常用于医疗,牙科和航空航天应用。 Fouda和Bayly也进一步研究了增材制造过程的实际物理原理,采用离散元素方法(DEM)来帮助他们研究粉末流动动力学和粉末散布。

DEM使研究人员可以跟踪使用的每个粒子,并计算粒子相互作用的方式,与其几何形状的联系,还可以“解决每个粒子与粒子和粒子与壁的接触事件。这些类型的模拟创建的数据指示:
空间位置
线速度和角速度
施加的力和扭矩
所有这些都被用作“时间的函数”,从而导致重要的定量结果。研究人员使用商用DEM软件EDEM?进行了仿真,研究人员使用“ Hertz-Mindlin(无滑移)”模型可靠地计算了粒子之间的相互作用。
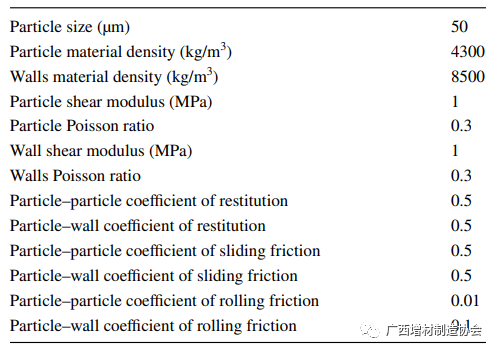
材料属性和DEM输入参数
该系统包括一个分布器叶片,堆和水平构建表面,尽管作者指出,分布系统中的主要细节之一是分布器叶片和构建表面之间的垂直间隙:
该间隙控制着沉积的粉末层的厚度,该厚度对应于3D打印组件的分辨率。在本文进行的整个仿真过程中,该间隙在100至300 μm之间变化。它覆盖了典型的电子束熔化(EBM)机的大多数层厚度范围,介于50至200 μm之间,并且有望成为叶片与待涂覆的熔化表面之间的间隙的典型特征(其本身由填充分数决定)沉积层),”作者说。
作者选择了模拟机制,因为他们努力显示3D打印机或工业AM硬件的“纵向切片”。
“模拟对水平y方向采用周期性边界,这意味着在y方向上的最终影响可以忽略不计。通过在水平x方向上考虑使用12 mm的长度,并监视了10 mm的有效长度以进行层沉积分析,可以进一步减少仿真范围。”
他们研究了粉末铺展的内在行为,以及当改变缝隙厚度和铺展速度时发生的情况。
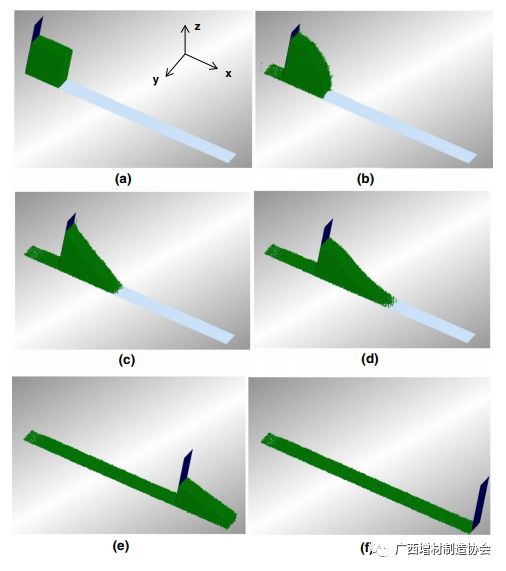
散布过程中不同时间的粉末运动快照
0.0秒b 0.01秒c 0.02秒d 0.03秒。 e 0.09秒。 f 0.122秒。 vw = 100毫米/秒,δ= 4d
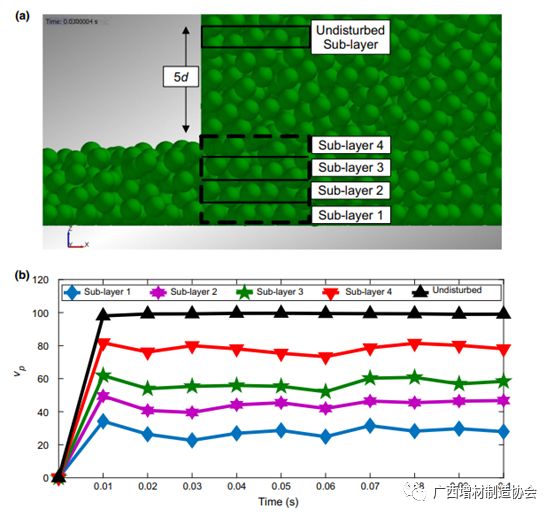
扩散器前面每个子层中的粒子x速度随时间变化,vw = 100 mm / s,δ= 4d
然后,作者还开始探索工艺参数(涉及粉末,机器和工艺特性),间隙厚度和撒布速度的影响。
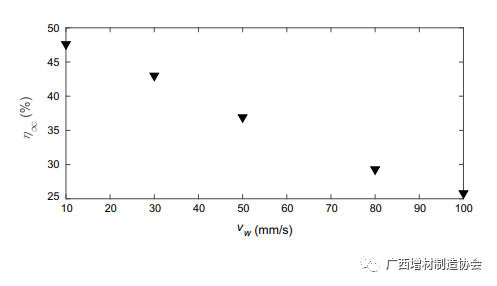
铺展速度对最终填充率δ= 4d的影响
总体而言,与初始堆相比,三种机制导致的填充摩擦小得多:
第一个机制–初始剪切诱导的膨胀
第二种机制–间隙区域中的同化粉膨胀和重新排列
第三种机理–质量守恒和颗粒不再在粉末层中移动
研究表明,改变缝隙厚度或撒布速度可以通过抑制或促进这些机理中的一种或多种来控制最终的填充率。研究人员总结说:“最终的层填充率随着间隙厚度的增加而增加,而随着撒布速度的降低而减小。“间隙中产生的速度分布直接影响最终的层堆积率,该区域的平均速度决定了最终的层堆积率。”
“这项理想化研究中提出的分析可以帮助创建一个框架,以严格研究和优化AM中粉末散布的过程。它可以用来了解颗粒性质的作用,例如粒度分布,形态和内聚性,以及它们与工艺参数的相互作用。”
如今,金属粉末一直是许多研究的主题,特别是随着世界各地的制造商努力利用它的力量,由于涉及改进的合金、贵金属、嵌入式电子产品等的研究,将其转变为强度非常高的高性能零件。